
Part 1. What Are the Key Process Characteristics of Appliance Prepainted Steel?
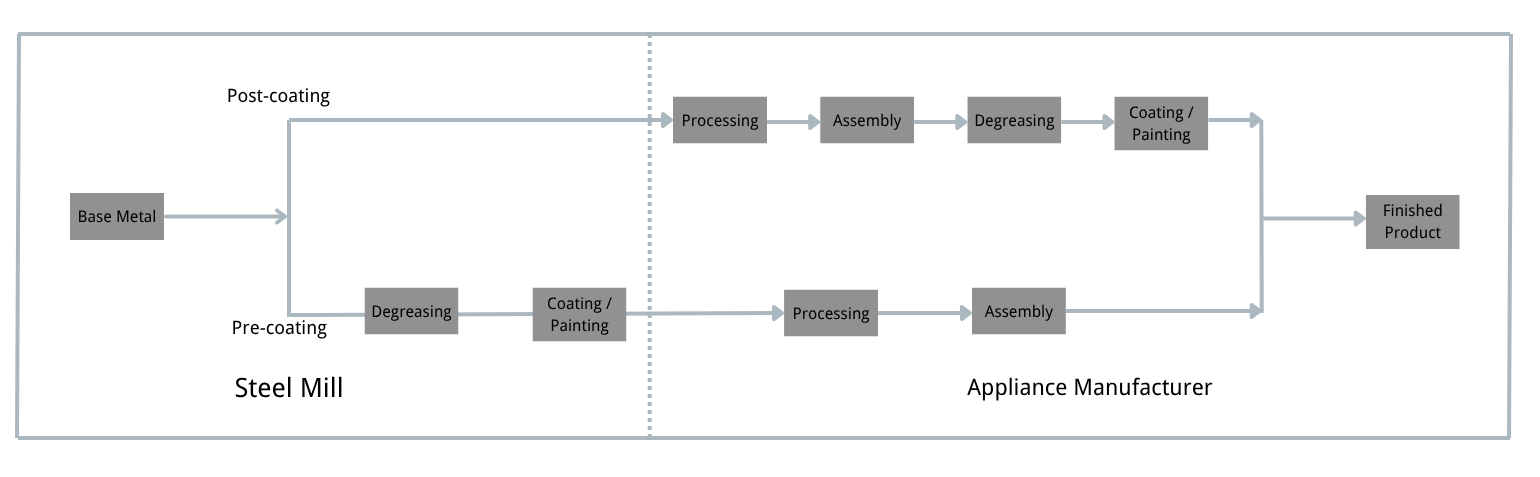
The surface of household appliances typically requires coating or lamination to meet both decorative and corrosion resistance requirements. Based on the sequence of coating application, two main processes are used:
- Post-Coating Process
This is the traditional and widely used method. Cold-rolled or galvanized steel is first formed into components by appliance manufacturers, followed by surface treatment and coating to obtain the final product. - Pre-Coating Process (Prepainted Steel)
A more recent and increasingly adopted method. Steel mills pre-treat and coat the surface of cold-rolled or galvanized steel before delivery. Appliance manufacturers then directly process and assemble the coated material into finished products.
Because coating may occur either before or after forming, the requirements for coatings and lamination systems differ significantly between these two processes.
Part 2. Advantages and Limitations of Prepainted Steel for Appliances

Prepainted steel offers several advantages:
- High production efficiency due to centralized coating
- Lower manufacturing costs
- Better environmental control and pollution management
However, it also has limitations:
- Cannot be welded without damaging the coating
- Cut edges are unprotected
- Higher requirements for tooling precision
- Risk of coating scratches during processing
Compared with laminated steel sheets, each solution has its own trade-offs in cost, performance, and processing adaptability.
| Item | Conventional Process (Appliance Industry) | Prepainted Steel Process | Laminated Steel Process | Advantages of Prepainted Steel |
| Coating Thickness (μm) | 30–100 | 15–40 | 80–250 | Thinner coating, cost-saving |
| Manufacturing Process | Cold-rolled (or electro-galvanized) steel + forming + coating + baking | Prepainted steel + processing | Laminated steel + processing | Lower cost Reduced pollution Fewer process steps Eliminates coating, spraying, and baking equipment & labor |
| Joining Method | Weldable | Not weldable | Not weldable | Mechanical joining or adhesive bonding |
| Cut Edge Condition | Covered by coating | Exposed | Exposed | Can be designed to hide edges Zinc layer provides self-protection |
| Corrosion Resistance | Good | Good | Good | Excellent corrosion resistance |
Part 3. Color Requirements for Appliance Prepainted Steel

The home appliance industry is entering a “color-driven era.”
Traditionally, appliances were categorized into:
- “White goods” (refrigerators, washing machines)
- “Black goods” (TVs, electronics)
Today, this classification is no longer sufficient. The market now features:
- Silver-finish TVs and gold-tone home theaters
- Colorful small appliances with customized designs
- Decorative panels for refrigerators and air conditioners
Consumers increasingly value appearance, color coordination, and interior design compatibility, driving innovation in coating technologies.
As a result:
- Pearl and metallic coatings are widely used
- Decorative processes such as printing and film lamination are becoming standard
Part 4. Surface Quality Requirements

Appliance prepainted steel is used for products like refrigerators and washing machines, which are inspected closely by consumers. Therefore, the surface quality must approach a “zero-defect” standard.
Key requirements include:
1. Substrate Quality
Galvanized steel must meet at least FB surface quality:
- No corrosion points allowed
- Minor imperfections (e.g., leveling marks, light scratches, zinc flow marks) are acceptable within limits
- Preferably FA quality or higher
2. Production Environment
Prepainted steel must be produced in a strictly clean environment:
- Dust-free workshops
- Clean coating rooms and ovens
- Contamination-free rollers and equipment
- Clean incoming air and coating materials
3. Process Control
Critical parameters must be tightly controlled:
- Cleaning efficiency
- Paint viscosity and fineness
- Air cleanliness
- Cooling water purity
Part 5. Coating Performance Requirements

1. Adhesion
Appliance steel must withstand severe bending during forming.
- Requirement: No cracking at bends
- Typical standard: 0T bending (vs ≤3T for construction materials)
2. Hardness
High scratch resistance is required:
- Typical hardness: >2H
- However, hardness and adhesion are inherently contradictory, requiring advanced resin systems
3. Color Consistency
Most appliance panels are white or near-white:
- Very strict color difference (ΔE) control is required
4. Chemical Resistance
Appliances are exposed to detergents and chemicals:
- High resistance to acids and alkalis is essential
5. Environmental Compliance
According to RoHS Directive:
- No heavy metals allowed
- No PVC materials
- Chromium-based treatments are restricted
Part 6. Key Technical Indicators of Coatings

The overall performance requirements of coatings for appliance prepainted steel are shown in the table below:
| Item | Specification | Test Method |
| Gloss | 85% | 60° specular gloss measurement |
| Hardness | 2H | Pencil hardness test |
| Color Difference (ΔE) | ≤0.8 (batch ≤0.5) | Comparison with standard sample |
| T-Bend | ≤2T | No cracking or peeling after bending |
| Cupping (Erichsen Test) | ≥5 mm | No cracking or delamination |
| Impact Resistance | ≥9 J | Impact head diameter 15.87 mm |
| Weather Resistance | ΔE ≤2.0 | Accelerated aging test, 240 h |
| Acid Resistance | No abnormality | 5% H₂SO₄ solution, 120 h immersion |
| Alkali Resistance | No abnormality | 1% NaOH solution, 120 h immersion |
| Stain Resistance | No contamination | Black/red stain test, wiped with xylene after 24 h |
Different appliance applications (e.g., refrigerators vs. air conditioners) require different performance combinations.
| Product Type | Flexibility | Stain Resistance | Hardness | Chemical Resistance | Corrosion Resistance | Anti-Contamination |
| Microwave Oven | 5 | 4 | 3 | 2 | 2 | 3 |
| Refrigerator | 3 | 5 | 5 | 4 | 2 | 2 |
| Air Conditioner | 3 | 3 | 4 | 4 | 5 | 5 |
| TV / Display Products | 4 | 3 | 4 | 3 | 2 | 3 |
Note:
- 5 = Highest requirement
- 1 = Lowest requirement
Part 7. How to Select Coating Systems for Appliance Steel

1. Number of Coating Layers
Coating systems include:
- Single-layer
- Two-layer
- Three-layer
- Four-layer (for high-end applications)
Trade-offs:
- Multi-layer → better appearance & corrosion resistance
- Single/double-layer → better formability (can achieve 0T)
Three-layer systems often struggle to balance hardness and flexibility.
2. Primer Selection
Common primer systems:
- Medium/high molecular weight polyester
- Cured with amino resin or blocked isocyanate
Advantages:
- Excellent flexibility
- Strong adhesion
3. Topcoat Selection
Requirements:
- High декоратив performance
- Excellent formability
- Strong scratch resistance
Most systems use polyester-based coatings, but standard polyester struggles to balance:
- Hardness vs. flexibility
Solution:
- Block copolymer technology
- Combines soft and hard segments
- Enables both high hardness and high flexibility
- Allows formulation flexibility for different applications
4. Back Coat Selection
Functions:
- Corrosion protection
- Scratch resistance
- Anti-blocking performance
- Processability
Characteristics:
- Usually single-layer and thin
- Requires:
- High flexibility
- MEK resistance
- Salt spray resistance
- Foam adhesion compatibility
For appliance use, electrical conductivity may also be required.
Part 8. How to Overcome Limitations of Prepainted Steel

1. Welding Limitations
Prepainted steel cannot be welded directly.
Solutions:
- Mechanical joining (seaming)
- Adhesive bonding
Modern adhesives (PU, acrylic, epoxy) offer:
- High strength
- Fast curing
- Compatibility with dissimilar materials
2. Edge Corrosion Protection
Cut edges expose bare metal and are prone to corrosion.
Solutions:
- Apply anti-corrosion paint to cut edges
- Use hemming (T-bend folding) to conceal edges
3. Scratch Prevention During Forming
Causes:
- Tooling precision issues
- Surface friction
Solutions:
- Apply protective film or lubricated coating
- Improve mold precision or use lubricants
Trade-off:
- Increased production cost vs. improved surface quality
Conclusion
Prepainted steel has become a critical material in modern appliance manufacturing due to its efficiency, environmental benefits, and design flexibility.
However, achieving optimal performance requires careful balancing of:
- Coating structure
- Material selection
- Processing technology
- End-use requirements
For suppliers and manufacturers, mastering these factors is essential to delivering high-quality, durable, and visually appealing appliance products.
